











Area Uffici
Il processo di realizzazione degli elementi
inizia ben prima che i materiali vengano
lavorati attraverso le macchine:
già in fase di preventivazione
i dip. Tecnico/Commerciali della aree Retail
e Hospitality disegnano gli elementi
con l'obiettivo di ottimizzare la successiva
fase produttiva. In una seconda fase, nel momento
in cui l'opportunità diventa commessa,
l'area cosiddetta "Operation", che raccoglie
i dip. Tecnico/Esecutivo, Ordini/Distinte
e di Programmazione della
Produzione, prepara, nei minimi dettagli,
disegni e informazioni per l'iter produttivo.
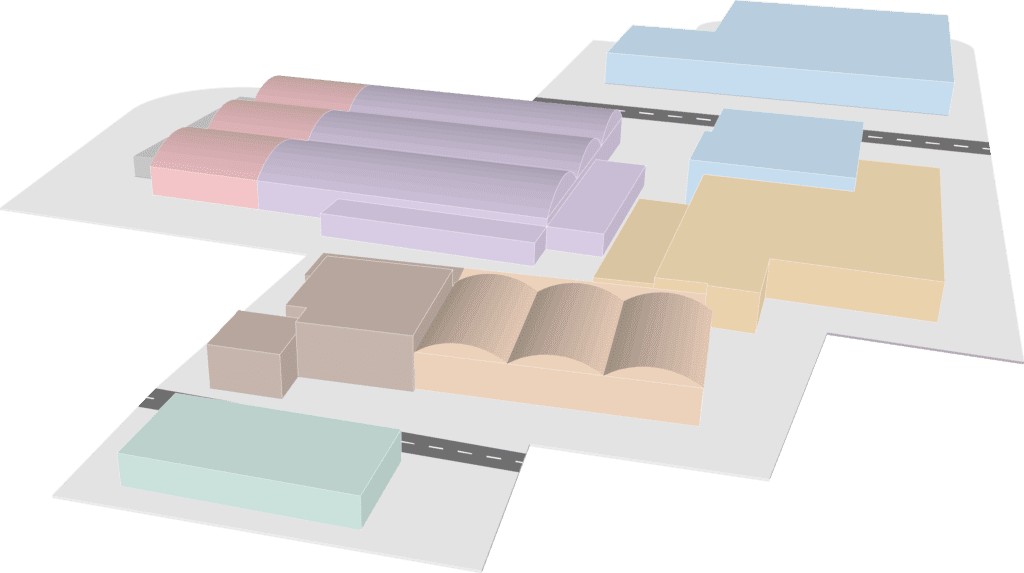
Falegnameria
5.500 MQ - Linea di sezionatura e squadrabordatura
La realizzazione degli elementi, nei nostri stabilimenti produttivi,
inizia con il prelevamento, manuale o attraverso macchine,
del pannello "semilavorato".Nella prima fase
il semilavorato viene sezionato e sagomato nelle giuste
dimensioni e forme, viene poi bordato
(gli viene cioè applicato un bordo in plastica o legno) e alla fine stoccato.
Gli elementi sono quindi pronti, squadrati e sagomati
a misura finita e corretta, per passare alla fase successiva.
Falegnameria
5.500 MQ - Centri di lavoro
In questa fase gli elementi, preparati precedentemente
dalla linea di sezionatura e squadra bordatura,
vengono prelevati e forati in base alle caratteristiche
specifiche finali che l'elemento deve avere
(forature per cerniere, vani, scassi, ecc.).
In questa fase avviene anche la bordatura di
quegli elementi che presentano forme curve e sagomate.
Metalmeccanica
4000 MQ - Lavorazione del metallo
La lavorazione delle componenti in metallo si svolge
su un'area di 9.000mq appositamente dedicata.
Questa fase vede la lavorazione degli elementi in lamiera,
profili di alluminio e acciaio inox
che, in una successiva fase, vengono assemblati
ai componenti in legno precedentemente lavorati
in falegnameria, e per finire confezionati e spediti.
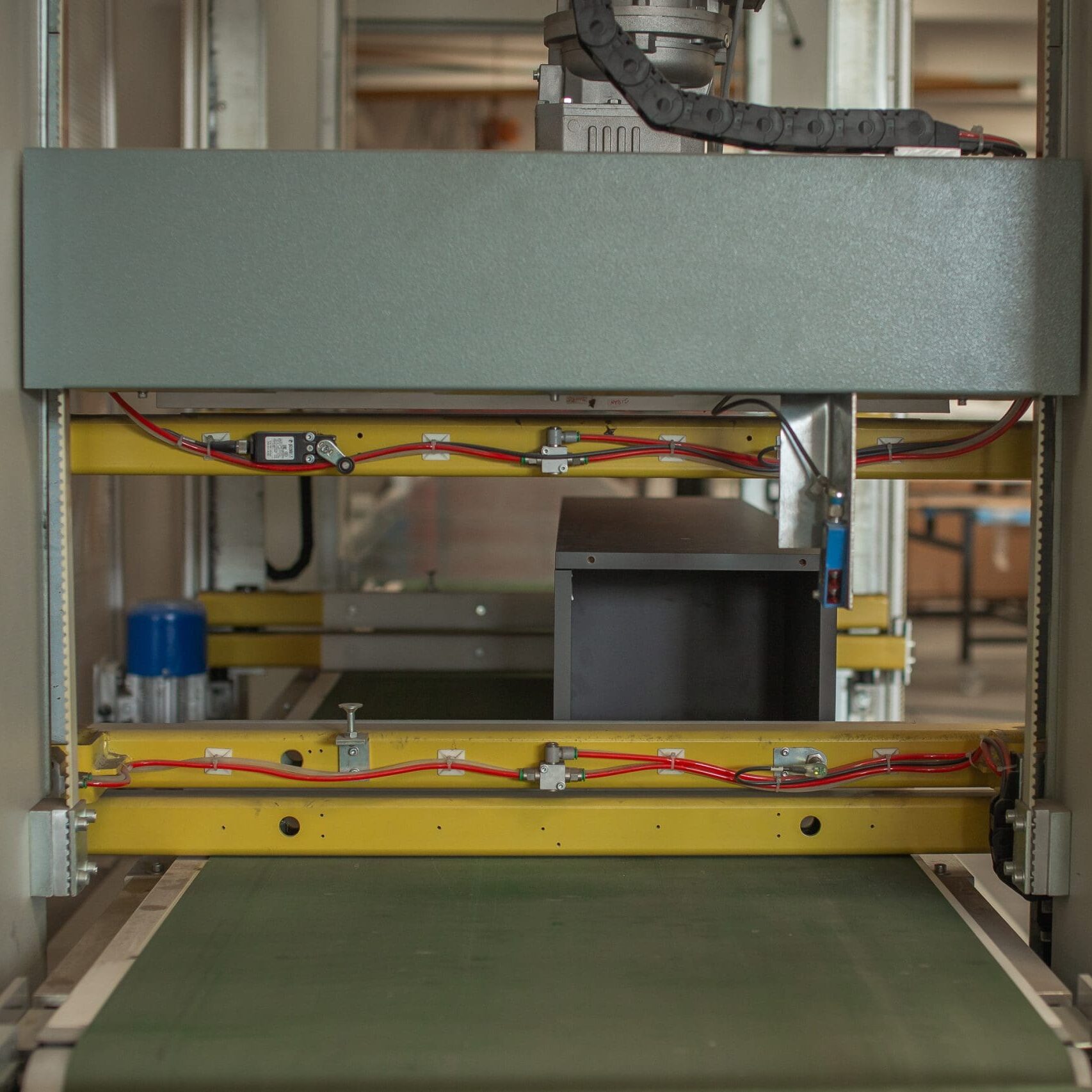
Assemblaggio
4200 MQ
Questa fase è dedicata solo a quegli elementi
che vengono spediti già assemblati. L'assemblaggio
può avvenire in due modi: nel caso di elementi che hanno
una geometria e delle dimensioni che lo consentono
(per esempio scocche e pensili cucina),
l'assemblaggio avviene attraverso una macchina
denominata "Linea di Strettoio". Tutti gli
elementi che, per dimensioni o forma, non possono
essere assemblati attraverso una macchina
(per esempio la linea di casse supermercato,
la camera mock-up di un Hotel),
vengono invece assemblati
manualmente da quattro operatori.
Confezionamento
5.200 MQ
In questa fase gli articoli vengono suddivisi,in base a dei codici
a barre, per dimensioni e tipologia di articolo.
Poi vengono confezionati, etichettati,
e scaricati nella corretta "bocca di carico"
(area in cui i camion caricano
la merce per poi procedere al trasporto).
I macchinari che compongono la linea
di confezionamento lavorano per colli
uguali o inferiori a L100xP220xH45cm,
i colli di dimensioni superiori vengono confezionati
manualmente dagli operatori.
Spedizione
5.200 MQ
Attraverso dei terminali, ogni singolo
codice a barre, presente nell'etichetta dei bancali,
viene controllato nelle dimensioni e pesato.
I bancali vengono quindi caricati e spediti.
Da questo momento inizia l'iter di spedizione
che va dall'azienda al cliente. Il materiale caricato,
grazie al lavoro fatto in precedenza, è tracciabile.
Il cliente riceve la merce, suddivisa per bancali,
con la lista di tutti gli elementi per bancale.











































Gibam Group CEO

Resp. Dip. Marketing & Programma Gibam Composit

Resp. Dip. Operativo & Produzione

Segretario Esecutivo

IT Manager

Dip. Marketing

Dip. Marketing

Resp. Gestione del Personale
